Technology
RFID
(RFID)
RFID
RFIDは、電波を利用してタグに記録された情報を非接触で読み書きする自動認識技術です。「Radio Frequency Identification」の略で、日本語では無線周波数識別とも呼ばれます。
RFIDタグを搬送容器、パレット、製品、原料などへ取り付け、設備側に設置したリーダー・ライターで識別情報や工程情報を読み取ります。バーコードのように読み取り面を正確に合わせる必要がなく、対象物が移動する搬送設備でも活用しやすいことが特長です。
ハカルプラスでは、搬送容器へのRFIDタグの取り付け、リーダー・ライターとPLCの接続、搬送物の位置管理、計量設定値・実績値の管理など、RFIDを利用した搬送制御システムの構築実績があります。
RFIDの基本構成
RFIDシステムは、主にRFIDタグ、リーダー・ライター、アンテナ、制御機器によって構成されます。
RFIDタグ
識別番号や各種データを記録する電子タグです。ICチップとアンテナで構成され、搬送容器やパレットなどへ取り付けます。
タグには、読み取り専用のもの、データを書き換えられるもの、電池を持たないパッシブタグ、電池を内蔵するアクティブタグなどがあります。
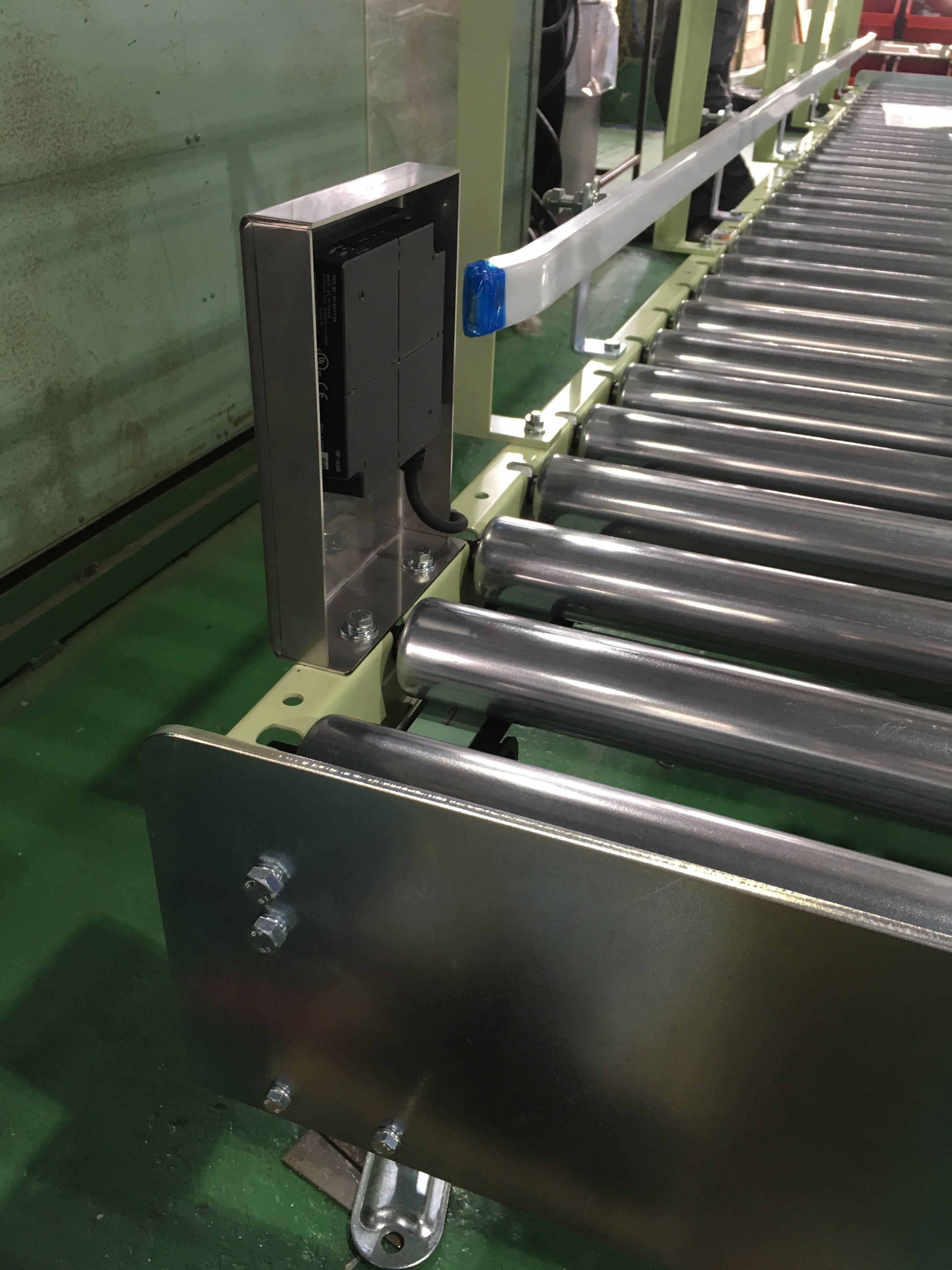
リーダー・ライター
RFIDタグの情報を読み取ったり、タグへ新しい情報を書き込んだりする機器です。
搬送設備では、計量ステーション、分岐点、投入位置、排出位置などへ設置し、搬送容器が通過または停止した際にタグを読み取ります。
アンテナ
RFIDタグと電波を送受信する部分です。リーダー・ライターへ内蔵されているものと、外付けするものがあります。
読み取り距離や範囲は、アンテナの形状、設置方向、周囲の金属、タグの向きなどによって変化します。
PLC・上位システム
リーダー・ライターから取得したタグ情報をPLCやFAパソコンへ送り、搬送先の判定、計量条件の選択、位置情報の更新、実績保存などに利用します。
RFIDとバーコードの違い
RFIDとバーコードはいずれも、対象物を識別するために使用されますが、読み取り方法に違いがあります。
| 項目 | RFID | バーコード・二次元コード |
|---|---|---|
| 読み取り方法 | 電波による非接触通信 | 光学的にコードを読み取る |
| 読み取り面 | 一定範囲内であれば読み取れる場合がある | コード面を読み取り装置へ向ける必要がある |
| データの書き換え | 対応タグでは可能 | 印刷されたコードは書き換えられない |
| 汚れの影響 | 表面の軽い汚れでは影響を受けにくい | コードが隠れると読み取りにくい |
| 導入コスト | タグやリーダー・ライターが必要 | 比較的低コストで導入しやすい |
どちらが適しているかは、読み取り環境、対象物の数、必要なデータ量、設備の速度、導入コストなどによって判断します。
搬送設備におけるRFIDの活用
大規模な搬送設備では、多数の容器やパレットが複数の工程を移動します。RFIDを利用すると、それぞれの搬送物を個別に識別し、現在位置や処理内容を管理できます。
例えば、計量容器へRFIDタグを取り付けることで、各計量ステーションにおいて次の情報を利用できます。
- 容器の識別番号
- 製品・品種情報
- 計量する原料
- 計量設定値
- 計量実績値
- ロット番号
- 次に搬送する工程
- 処理済み・未処理の状態
搬送容器が計量ステーションへ到着すると、リーダー・ライターがRFIDタグを読み取ります。PLCは識別番号に対応する計量条件を呼び出し、計量完了後に実績値や工程完了情報を更新します。
RFIDを利用した搬送制御の流れ
RFIDを利用した搬送・計量設備では、一般に次のような流れで処理します。
- 搬送容器のRFIDタグを読み取る
- 容器番号や製造指示を照合する
- 計量する原料と設定値を決定する
- PLCが計量・搬送設備を制御する
- 計量完了後に実績値を記録する
- 次工程や搬送先を決定する
- 容器の現在位置と進捗状況を更新する
設備構成によっては、処理情報をRFIDタグへ書き込む方法と、タグには識別番号だけを記録し、詳細情報をPLCやデータベース側で管理する方法があります。
位置管理とデータトラッキング
RFIDタグを各搬送地点で読み取ることで、どの容器が、どの工程にいるかを管理できます。
タッチパネルやFAパソコンには、次のような情報を表示できます。
- 搬送容器の現在位置
- 計量待ち・計量中・計量完了などの状態
- 設定値と実績値
- 次の搬送先
- 搬送異常や滞留の発生位置
設備全体の進捗を画面上で確認できるため、どの容器で処理が止まっているのか、どの工程まで完了しているのかを把握しやすくなります。
トラブル発生時の早期復旧
大規模な搬送設備で異常停止が発生すると、複数の容器が設備内に残り、それぞれの内容物や次工程が分からなくなることがあります。
RFIDによって容器を個別に識別し、位置と処理履歴を管理しておけば、停止時点の状態を確認しやすくなります。
例えば、復旧時に次のような判断へ役立てられます。
- 容器内に何が入っているか
- 計量が完了しているか
- 再計量が必要か
- 次にどこへ搬送すべきか
- どの工程から運転を再開するか
ただし、RFID情報だけで自動復旧させるのではなく、実際の容器位置、設備状態、安全条件などを確認したうえで再起動する必要があります。
RFIDデータの管理方法
RFIDを利用したシステムでは、タグへ保存する情報と、PLC・データベースへ保存する情報を適切に分けます。
RFIDタグへ情報を書き込む方式
容器番号、品種、行先、工程完了情報などをタグへ書き込み、搬送物とデータを一緒に移動させます。
上位システムとの通信が一時的に途切れた場合でも、タグの情報を読み取って処理を継続できる構成にしやすいことが特長です。
識別番号だけをタグへ保存する方式
RFIDタグには固有の識別番号だけを持たせ、計量設定値や実績値などの詳細情報をPLC、FAパソコン、データベース側で管理します。
タグへ書き込む情報を少なくでき、データの一元管理や変更履歴の管理を行いやすくなります。
どちらの方式を採用するかは、通信障害時の運用、データ量、処理速度、タグの書き換え回数、上位システムの構成などを踏まえて決定します。
RFIDの主な周波数帯
RFIDには複数の周波数帯があり、通信距離、読み取り速度、金属や水分の影響などが異なります。
LF帯
比較的短い距離で使用され、周囲の水分などの影響を受けにくい傾向があります。動物管理や個体識別などに利用されます。
HF帯
13.56MHz帯を使用し、近距離での読み書きに適しています。ICカードや設備内の識別用途などで利用されます。
UHF帯
比較的長い読み取り距離を確保しやすく、物流、倉庫、パレット管理などで広く利用されます。
一方、金属や水分の影響を受けやすいため、タグとアンテナの選定や設置位置が重要です。
RFID導入時の注意点
金属の影響
金属製の容器や設備へタグを取り付けると、電波が反射・吸収され、読み取り距離が短くなったり、読み取れなくなったりする場合があります。
金属対応タグを使用する、金属面から距離を取る、スペーサーを挟むなどの対策を行います。
タグとアンテナの向き
RFIDタグとアンテナの向きによって、読み取り性能が変わります。
搬送中に容器の向きが変わる場合は、アンテナ位置やタグ取付位置を工夫し、実機で読み取り試験を行います。
複数タグの誤読
読み取り範囲内に複数のタグが存在すると、対象外のタグまで読み取る可能性があります。
読み取り範囲、アンテナ出力、設置位置、遮蔽などを調整し、対象となる容器だけを確実に識別できるようにします。
読み取り失敗への対応
RFIDは非接触で利用できますが、すべての読み取りが必ず成功するとは限りません。
一定時間内に読み取れない場合の再読取り、設備停止、警報表示、手動入力などの処理をあらかじめ設計します。
タグの耐環境性
使用温度、水分、粉じん、薬品、衝撃、振動、洗浄など、設置環境に適したRFIDタグを選定します。
搬送容器に取り付ける場合は、タグが脱落・破損しない取付方法も重要です。
書き換え回数
書き込み可能なRFIDタグには、メモリの書き換え回数に上限があります。
頻繁にデータを書き換える場合は、書き込み回数を抑える設計や、詳細データをPLC・データベース側で管理する方法を検討します。
RFIDとPLCの連携
RFIDリーダー・ライターは、Ethernet、シリアル通信、産業用ネットワーク、デジタル入出力などを介してPLCと接続します。
PLCソフトでは、主に次の処理を行います。
- 読取り開始の指令
- タグ識別番号の取得
- 読取り結果の照合
- 計量条件・搬送先の選択
- タグへのデータ書込み
- 読み書き異常の監視
- 再読取り・タイムアウト処理
- タッチパネルへの状態表示
- 上位システムへの実績送信
RFID機器の通信仕様だけでなく、搬送設備の運転順序や異常時の動作を含めてPLCソフトを設計する必要があります。
ハカルプラスのRFID対応
ハカルプラスでは、搬送容器へのRFIDタグの取り付けや、RFIDリーダー・ライターとPLCを連携させた搬送制御の実績があります。
特に、多数の搬送容器が複数の計量ステーションや工程を移動する大規模設備では、RFIDによる個体識別と位置管理が有効です。
主な対応内容には、次のものがあります。
- 搬送容器に適したRFIDタグの選定
- タグの取付位置・取付方法の検討
- リーダー・ライターとアンテナの選定
- PLCとの通信設計
- 計量設定値・実績値の管理
- 搬送先の判定と経路制御
- 容器の位置・進捗表示
- 読取り異常時の警報・復旧処理
- タッチパネル画面の設計
- 実績データの保存・上位システム連携
RFID機器だけでなく、PLC、計量コントローラ、搬送装置、タッチパネル、FAパソコン、データベースまで含め、設備全体に適したシステムを検討します。
よくある質問
Q. RFIDとは何ですか?
A. 電波を利用して、タグに記録された識別情報やデータを非接触で読み書きする技術です。
Q. RFIDとバーコードは何が違いますか?
A. バーコードは印刷されたコードを光学的に読み取ります。RFIDは電波を使用するため、タグが見えにくい位置にあっても読み取れる場合があり、対応タグではデータの書き換えも可能です。
Q. 金属製の搬送容器にもRFIDタグを取り付けられますか?
A. 金属対応タグなどを使用すれば設置できます。ただし、取付位置や周辺環境によって読み取り性能が変わるため、事前の実機試験が必要です。
Q. RFIDで搬送容器の現在位置を把握できますか?
A. 各搬送地点にリーダー・ライターを設置し、通過したタグ情報をPLCや上位システムで更新することで、現在位置や進捗状況を管理できます。
Q. 計量設定値や実績値をRFIDタグへ保存できますか?
A. 書き込み可能なタグであれば保存できます。識別番号だけをタグへ保存し、詳細情報をPLCやデータベース側で管理する方法もあります。
Q. RFIDを導入すれば必ず読み取れますか?
A. 金属、タグの向き、アンテナ位置、周囲のタグなどによって読み取りに失敗する可能性があります。再読取りや警報処理を含めて設計します。
Q. RFIDは既設の搬送設備にも追加できますか?
A. PLC、制御盤、通信、取付スペースなどを確認し、後付けできるか検討します。設備の停止期間やソフトウェア改修も考慮する必要があります。
Q. 搬送トラブルの復旧に役立ちますか?
A. 容器の識別情報、現在位置、計量状況などを確認できるため、異常停止時の状況把握や再開手順の判断に役立ちます。
Q. ハカルプラスではRFID機器の選定から依頼できますか?
A. タグ、リーダー・ライター、アンテナの選定から、PLC制御、タッチパネル表示、実績管理、試運転まで含めて検討できます。
関連ワード
・搬送制御
・トロリー搬送制御
・PLCソフト設計
・タッチパネル画面設計
・タッチパネル実績保存制御
・自動倉庫連動管理
・トレーサビリテイ
・生産管理システム
同じカテゴリの『ハカル技術辞典』を見る