Technology
ロータリーフィーダー
(ロータリーフィーダー)
ロータリーフィーダー
ロータリーフィーダーとは、ケーシング内部に設けた羽根付きのローターをモーターで回転させ、粉体や粒体を一定量ずつ下流へ供給する装置です。主にホッパーやサイロの排出口に取り付け、原料をスクリューフィーダー、計量機、搬送装置などへ送り出す用途で使用されます。
ローターの羽根とケーシングで区切られた空間へ原料を取り込み、回転に伴って排出口まで移動させる仕組みです。ローターの回転速度を変更することで供給量を調整できますが、実際の供給能力は、粉体のかさ密度、流動性、付着性、羽根の形状などによって変化します。
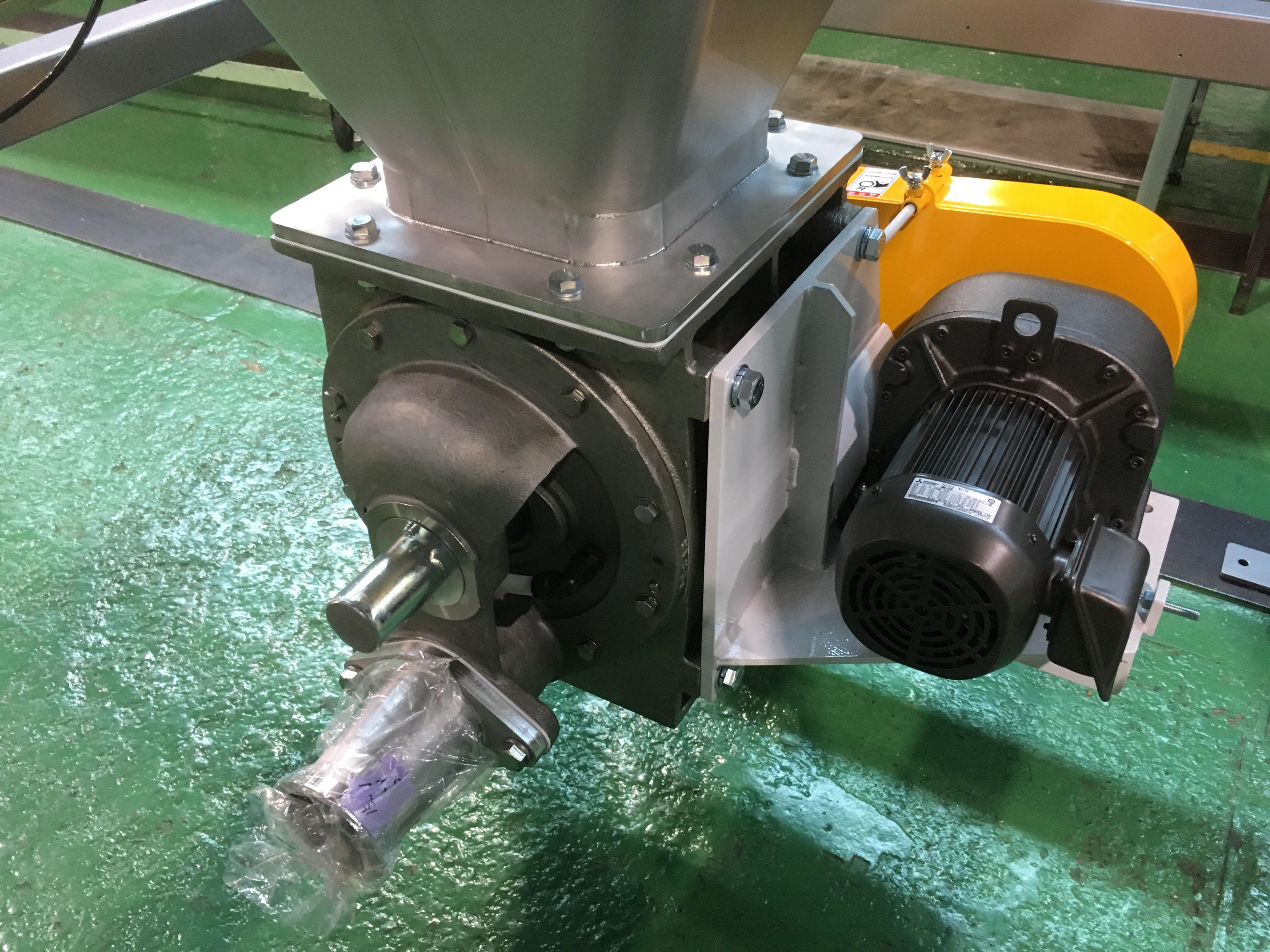
ロータリーフィーダーの仕組みと構成
ロータリーフィーダーは、主にケーシング、ローター、回転軸、軸受、モーター、減速機、入口・出口フランジなどで構成されます。ローターには複数の羽根が設けられており、羽根とケーシングの間に形成される区画へ原料を取り込みます。
ローターが回転すると、入口側で取り込んだ原料が下方または横方向の排出口へ移動し、重力によって排出されます。1回転当たりに移送されるおおよその容積が決まるため、回転速度を調整することで供給量を変化させられます。
ただし、区画へ原料が常に同じ密度で充填されるとは限りません。粉体の締まり具合、ホッパー内の原料残量、付着、空気の巻き込みなどによって、同じ回転速度でも実際の供給重量が変動することがあります。
主な用途
ロータリーフィーダーは、粉体・粒体を扱う供給、計量、搬送設備で使用されます。代表的な用途には、次のようなものがあります。
- ホッパーやサイロからの原料供給
- スクリューフィーダーへの安定した原料供給
- 計量ホッパーや混合機への定量供給
- 空気輸送設備への粉体投入
- 集塵設備で回収した粉体の排出
- 上流設備と下流設備の間における原料の流れ込み防止
吸湿性や圧密性がある粉体では、ホッパー下部で原料が締まり、スクリューフィーダーへ安定して流れ込まないことがあります。このような場合に、ロータリーフィーダーをスクリューフィーダーの上部へ設置し、原料を一定量ずつ送り込む構成が採用されることがあります。
スクリューフィーダーとの違い
スクリューフィーダーは、らせん状の羽根を回転させ、原料を軸方向へ押し進める供給装置です。一定距離を搬送しながら供給できるため、ホッパーから離れた計量機へ原料を送る用途にも適しています。
ロータリーフィーダーは、入口から出口までの比較的短い区間で原料を区切りながら送り出す装置です。サイロやホッパーの直下に設置しやすく、設備の高さや配置に応じてコンパクトに構成できます。
一方、付着性や圧縮性が高い粉体では、ローター内部に原料が残ったり、羽根とケーシングの間へかみ込んだりする場合があります。どちらの方式が適しているかは、粉体特性、必要な供給量、搬送距離、設置スペースなどを確認して判断します。
空気輸送設備における役割
空気輸送設備では、配管内の圧力を大きく変化させずに粉体を供給するため、ロータリーフィーダーが使用されることがあります。ローターの区画によって上流側と下流側の空気の流れを一定程度抑えながら、粉体を搬送配管へ送り込みます。
ただし、ローターとケーシングの間にはクリアランスがあるため、完全な気密性を確保できるとは限りません。使用圧力、必要なシール性、粉体の摩耗性などを確認し、空気輸送用途に適した機種を選定する必要があります。
設計・制御上のポイント
粉体特性に応じたローター形状
粉体の粒径、かさ密度、流動性、付着性、圧縮性、摩耗性などによって、適したローター形状や回転速度は異なります。流動性の高い粉体では、停止中にも原料が隙間から流れ込む場合があります。
付着性の高い粉体では、羽根やケーシング内面へ原料が堆積し、供給能力の低下や回転抵抗の増加につながります。必要に応じて、ローター形状、材質、表面処理、クリアランス、清掃方法を検討します。
供給能力と回転速度
供給量は、ローター1回転当たりの容積、回転速度、粉体のかさ密度、ローターへの充填率などによって決まります。インバーターでモーターの回転速度を変更することで、供給能力を調整できます。
ただし、回転速度を上げすぎると、ローター区画へ原料が十分に入り込まず、回転数に比例して供給量が増えない場合があります。反対に速度が低すぎると、供給量の脈動が目立つことがあります。
粗供給・微供給制御
バッチ計量設備では、計量開始時は高速で粗供給し、目標重量へ近づくと低速の微供給へ切り替えます。PLCや計量コントローラからインバーターへ速度指令を出し、計量値に応じて回転速度を変更します。
ローターを停止した後も、出口付近や落下中の原料が計量器へ入るため、目標重量より手前で停止する落差補正が必要です。実際の計量結果を確認し、速度切替重量や停止重量を調整します。
かみ込み・過負荷への対策
粒の大きい原料、固まり、異物などが羽根とケーシングの間へ入ると、ローターが停止したり、モーターや減速機へ過大な負荷がかかったりすることがあります。モーターの過電流やインバーター異常を監視し、異常時には上流側の供給を停止します。
設備条件によっては、逆転運転によってかみ込みを解消する制御を設ける場合があります。ただし、逆転によって原料が上流側へ押し戻される可能性があるため、周辺設備との関係を確認して使用します。
ホッパーとの取り合い
ホッパー出口からロータリーフィーダーへ原料が均一に入らないと、供給量が不安定になります。ホッパー内でブリッジやラットホールが発生する場合は、ロータリーフィーダーだけでは解消できないことがあります。
ホッパー角度、出口寸法、アジテータ、振動機器などを含め、原料がローターへ安定して流れ込む構造を検討します。
清掃性と保守性
ローターの羽根、ケーシング内面、軸周辺には原料が残留する場合があります。品種切り替えを行う設備では、点検口、ローターの取り外し方法、清掃可能な範囲を確認します。
摩耗性の高い粉体では、ローターやケーシングのクリアランスが使用に伴って広がり、供給量やシール性が変化することがあります。定期的に摩耗状態、軸受、シール、駆動部を点検します。
ハカルプラスの対応
ハカルプラスでは、粉体・粒体の特性、必要な供給能力と精度、設置スペース、前後設備との取り合いを確認し、ロータリーフィーダーを含む供給設備を設計・製造します。
ロータリーフィーダー単体だけでなく、ホッパー、スクリューフィーダー、計量機、空気輸送設備などを含む機械構成を検討します。粉体特性や機械設置レイアウトに応じて、ロータリーフィーダーをスクリューフィーダーの上部へ組み合わせる構成にも対応します。
また、制御盤、PLC、インバーター、計量コントローラを組み合わせ、粗供給・微供給の速度制御、落差補正、過負荷監視、前後設備とのインターロックを設計します。ハカルプラスでは、さまざまな設備でロータリーフィーダーを使用した実績があります。
粉体の種類や状態によって供給能力や安定性が変化するため、必要に応じて実際の粉体を使用したテストを行い、回転速度、供給量、付着、かみ込みなどを確認します。
よくある質問
Q. ロータリーフィーダーは定量供給に使用できますか?
A. 回転速度を調整することで供給量を制御できます。ただし、粉体のかさ密度やローターへの充填状態によって重量供給量が変動するため、高い精度が必要な場合は計量機と連動させます。
Q. どのような粉体に適していますか?
A. 流動性のある粉体や粒体の供給に使用されます。ただし、付着性、圧縮性、摩耗性が高い原料や、大きな固まりを含む原料では、構造や別方式の供給機を検討する必要があります。
Q. スクリューフィーダーの上部に設置する理由は何ですか?
A. ホッパー内で締まりやすい粉体を一定量ずつスクリューフィーダーへ送り込み、スクリュー入口の充填状態を安定させる目的で使用することがあります。
Q. ローターが停止する原因には何がありますか?
A. 粉体のかみ込み、付着、異物混入、軸受や減速機の不具合、モーターの過負荷などが考えられます。原料と機械部分、駆動・制御部分の両方を確認します。
Q. 実際の粉体で供給状態を確認できますか?
A. ハカルプラスでは粉体テストに対応しています。供給能力、回転速度と供給量の関係、付着、かみ込みなどを確認し、機器選定や制御条件へ反映します。
関連ワード
同じカテゴリの『ハカル技術辞典』を見る