Technology
プッシュゲート
(プッシュゲート)
プッシュゲート
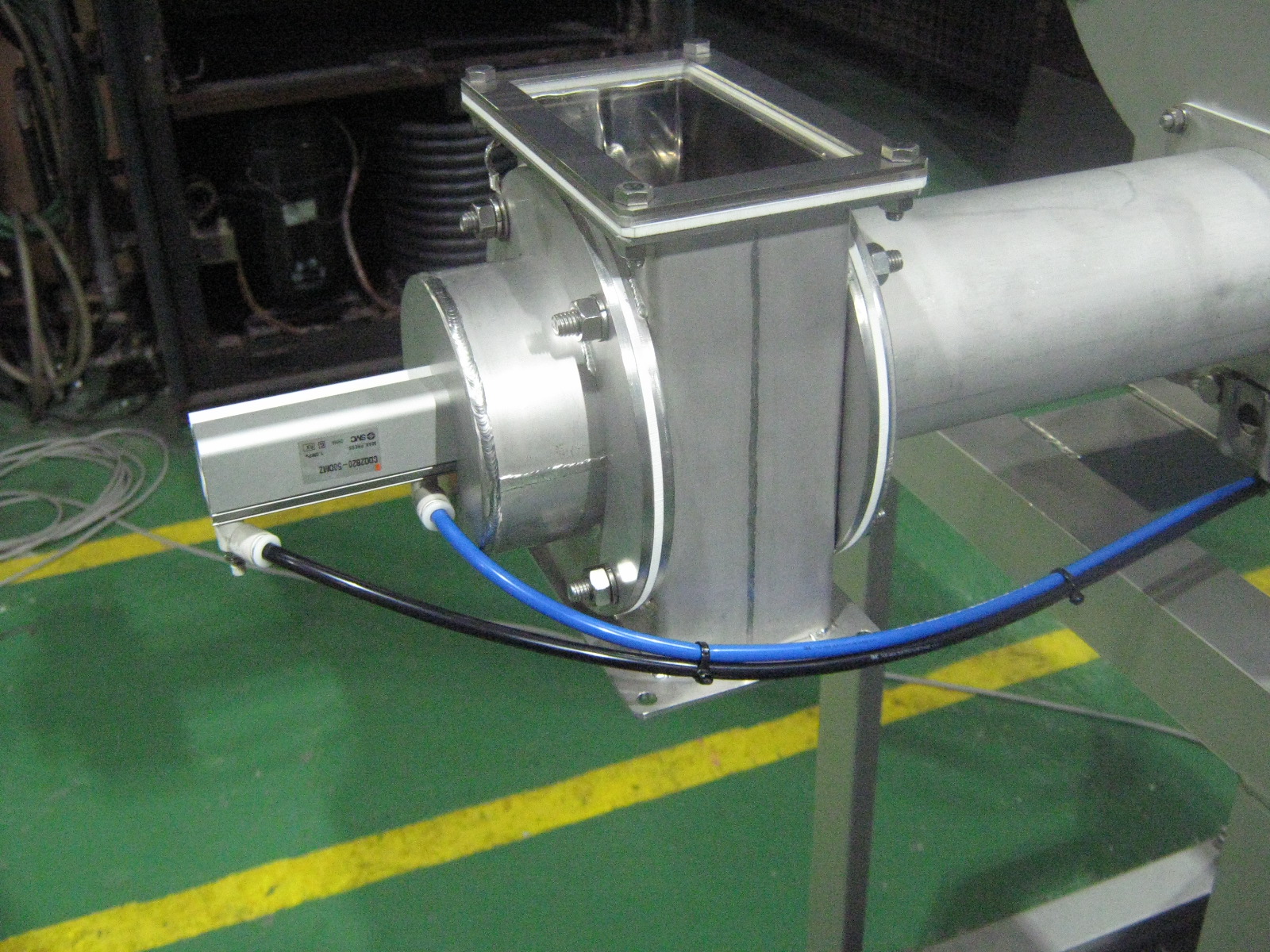
プッシュゲートとは、板状または箱状の弁体を水平方向へ押し引きして、粉体や粒体の流路を開閉する供給ゲートの一種です。スクリューフィーダーなどの供給機の出口や、ホッパー・シュートの下部に設置し、原料の落下を開始・停止するために使用されます。
弁体を流路の外へ引き込むとゲートが開き、流路内へ押し出すと閉じます。弁体の動作方向を横方向にできるため、供給機の下部に十分な高さを確保しにくい設備でも採用しやすいことが特徴です。
プッシュゲートの仕組みと構成
プッシュゲートは、主に弁体、弁体を案内するガイド、ゲート本体、駆動部、開閉位置を検出するセンサなどで構成されます。駆動部で弁体を直線的に移動させ、供給口を開放または遮断します。
自動設備では、エアシリンダと電磁弁を使用する空気圧式が多く用いられます。PLCから電磁弁へ開閉指令を出し、シリンダを伸縮させて弁体を動かします。設備条件によっては、電動シリンダやモーターを使用する場合もあります。
開限・閉限センサを設けることで、弁体が所定の位置まで動いたことをPLCで確認できます。開指令や閉指令を出した後、一定時間以内に位置確認信号が入らない場合は、動作異常として警報を出します。
主な用途
プッシュゲートは、粉体・粒体を扱う計量、配合、供給、搬送設備で使用されます。代表的な用途には、次のようなものがあります。
- スクリューフィーダー出口からの後落ち防止
- 計量ホッパーへの原料供給の開始・停止
- ホッパーやシュートからの原料排出
- 混合機や容器への投入タイミングの制御
- 狭い設置スペースでの流路遮断
- 設備停止時の原料落下防止
特に、供給機の出口から計量器までの高さを十分に確保できない場合に、プッシュゲートが選択肢となります。弁体が主に水平方向へ移動するため、下方向へ大きく回転するゲートと比べて、高さを抑えた構成にしやすくなります。
計量設備における役割
スクリューフィーダーなどの供給機を停止しても、スクリュー先端やシュート内に残った粉体が計量器へ落下し続けることがあります。この供給停止後の落下を後落ちと呼び、計量値が目標重量を超える原因になります。
供給機の停止に合わせてプッシュゲートを閉じることで、原料の流路を早く遮断し、後落ち量の変動を抑えます。粗供給と微供給の速度切り替え、供給停止重量、落差補正などと組み合わせることで、計量の安定化を図ります。
ただし、ゲートを閉じた瞬間に弁体より下にある原料まで止められるわけではありません。ゲートから計量器までの落下距離、シュート内に残る量、弁体の閉動作時間などを確認し、実際の計量結果に合わせて制御条件を調整します。
設計・制御上のポイント
設置スペースとシリンダの配置
プッシュゲートは高さを抑えやすい一方、弁体やエアシリンダが移動するため、横方向には一定のスペースが必要です。架台、配管、計量器、他の駆動機器などとの干渉を確認し、点検や部品交換ができる配置とします。
シリンダロッドや可動部が作業通路へ突出する場合は、保護カバーを設けるなど、安全面にも配慮します。
粉体のかみ込みと付着
ゲートを閉じる際に、粉体や粒体が弁体とゲート本体の間へかみ込むことがあります。粒径の大きい原料、固まりを含む原料、圧縮されやすい粉体では、閉動作の抵抗が大きくなる場合があります。
付着性の高い粉体では、弁体やガイド部へ原料が堆積し、動作不良や閉鎖性の低下につながることがあります。粉体特性に応じて、弁体形状、クリアランス、材質、表面処理、駆動力を検討します。
供給機とのインターロック
上流側の供給機は、プッシュゲートが全開位置にあることを確認してから運転します。ゲートが閉じた状態でスクリューフィーダーを動かすと、原料が圧縮され、詰まりやモーターの過負荷につながる可能性があります。
停止時は、供給機の停止とゲートの閉動作を連動させます。供給機を停止した直後に閉じる場合と、わずかな遅延時間を設けてから閉じる場合があり、適切なタイミングは粉体の流れ方や機械構造によって異なります。
開閉確認と動作異常
PLCでは、開指令・閉指令と、開限・閉限センサの状態を監視します。指令と位置確認信号が一致しない場合は、自動運転を停止し、タッチパネルへ警報を表示します。
動作異常の原因には、粉体のかみ込み、ガイド部への付着、エア圧力の低下、電磁弁やシリンダの不具合、位置センサのずれなどがあります。保守時に原因を確認しやすいよう、指令状態と各センサの状態を画面へ表示します。
閉鎖性と使用目的
プッシュゲートは粉体や粒体の落下を遮断するための機器であり、必ずしも気密性を確保するバルブではありません。微粉の漏れや空気の遮断が問題となる設備では、必要なシール性を確認し、別のゲートやバルブとの併用も検討します。
清掃性と保守性
弁体の上面やガイド部に原料が残留すると、異品種への混入や動作抵抗の増加につながります。品種切り替えがある設備では、点検口、弁体の引き抜き方法、清掃可能な範囲を確認します。
ガイド、シール、シリンダ、位置センサなどは、使用回数や環境に応じて摩耗・劣化します。日常点検や消耗部品の交換を行いやすい構造とすることが重要です。
他の供給ゲートとの違い
プッシュゲートは、弁体を直線的に押し引きするため、供給機下部の高さを抑えやすいことが特徴です。一方、横方向の動作スペースが必要であり、原料が弁体やガイド部へかみ込む可能性があります。
シャッターゲートやカットゲートも、板状の弁体を移動させて流路を遮断しますが、具体的な構造や弁体の動かし方は設備によって異なります。フラップ弁は弁体を回転させる方式で、コーンゲートは円すい状の弁体を動かして供給を調整します。
適したゲート形式は、粉体特性、開口寸法、計量精度、設置スペース、清掃性、必要な閉鎖性などによって異なります。
ハカルプラスの対応
ハカルプラスでは、粉体特性、必要な供給能力と計量精度、開口寸法、供給機下部のスペース、前後設備との取り合いを確認し、プッシュゲートを含む各種供給ゲートを設計します。
ゲート単体だけでなく、ホッパー、スクリューフィーダー、計量器、シュートなどを含む機械構成や、エアシリンダ、電磁弁、位置センサを組み込んだ制御盤を設計できます。
PLCによる開閉制御、供給機とのインターロック、粗供給・微供給の切り替え、落差補正、動作異常の監視、タッチパネルへの状態表示まで、計量設備全体に合わせて構成します。実際の粉体の流れ方や計量結果を確認しながら、ゲート形式や閉動作のタイミングを調整します。
よくある質問
Q. プッシュゲートはどのような場合に適していますか?
A. 供給機の下部に十分な高さを確保しにくく、横方向に弁体やシリンダの動作スペースを確保できる場合に適しています。粉体特性や必要な開口寸法も含めて選定します。
Q. プッシュゲートを設置すると計量精度は向上しますか?
A. 供給停止後の後落ちを抑えることで、計量値を安定させやすくなります。ただし、供給速度、落下距離、粉体特性なども影響するため、速度制御や落差補正と組み合わせて調整します。
Q. 粉体が弁体にかみ込むことはありますか?
A. 粒の大きい原料、固まりを含む原料、圧縮されやすい粉体では、弁体と本体の間へかみ込むことがあります。クリアランス、弁体形状、駆動力などを原料に合わせて検討します。
Q. PLCではどのような制御を行いますか?
A. 開閉指令を出し、開限・閉限センサで動作完了を確認します。ゲートが開いていない場合は上流の供給機を運転させず、一定時間内に動作しない場合は警報を出します。
Q. 既設設備の供給ゲートをプッシュゲートへ変更できますか?
A. 開口寸法、横方向の動作スペース、粉体特性、必要な駆動力、既設制御盤の入出力などが合えば変更できる場合があります。前後設備との取り合いを確認して改造範囲を検討します。